






Laser Scanner LC15Dx
LC15Dx - Closing the gap with tactile probe accuracy
 Thanks to the most advanced laser scanner technology, the LC15Dx is closing the gap with tactile probe accuracy. In tests comparable to ISO 10360 the LC15Dx achieved the accuracy expected when using a CMM with a tactile probe.
Thanks to the most advanced laser scanner technology, the LC15Dx is closing the gap with tactile probe accuracy. In tests comparable to ISO 10360 the LC15Dx achieved the accuracy expected when using a CMM with a tactile probe.
Nikons unique ESP3 technology maintains accuracy, speed and data quality by adapting the laser settings in real-time. Manufacturers gain a better appreciation of the dimensional quality of their products without compromising on cycle times.
Key benefits
- Viable alternative to a tactile probe for an increasing number of high precision CMM applications.
- Measure a wider variety of parts, geometry and materials more efficiently, including small details and fragile parts.
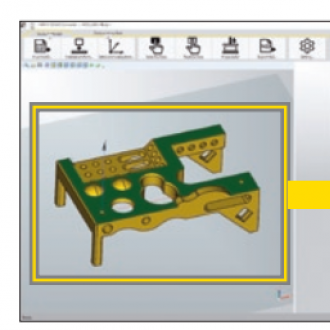
- A complete 3D visualisation of dimensional quality using Colour Mapping, with the detail necessary for further analysis.
Applications
- 3D digitizing with the highest detail
- High precision parts and small geometry (composites, blades, impellers, medical devices, etc) with complex surfaces
- Features (Slot, holes, studs, etc)
Closing the gap with tactile probe accuracy
 The LC15Dx is a viable alternative to a tactile probe for an increasing number of high precision CMM applications.
The LC15Dx is a viable alternative to a tactile probe for an increasing number of high precision CMM applications.
Thanks to new solid state laser scanner technology, an innovative calibration method and high quality Nikon lens, the LC15Dx is closing the gap between laser scanner and tactile probe accuracy. In tests comparable to ISO 10360-2 MPEP and ISO 10360-5 MPEAL the LC15Dx achieved the accuracy associated with using a tactile probe on a CMM. Unlike a tactile probe, the LC15Dx uses non-contact 3D laser triangulation to measure the surface directly and eliminate probe compensation errors. The uncertainty and delay caused when a laser scanner is used before it has reached operating temperature, has been eliminated by a thermal stabiliser mounted inside the scanner body.
The LC15Dx probing error of 1.9 µm (0.000075 in) mirrors the accuracy expected when using a CMM fitted with a tactile probe. Likewise the Nikon scanner probing error test mirrors, as closely as possible, the equivalent ISO 10360-2 MPEP tactile probing error test, as depicted in the diagram to the right. Probing error determines the level of measurement uncertainty when measuring Form using a single probe head position. Normal convention dictates measurement uncertainty should not exceed 30% of the design tolerance of the measured part.
 The LC15Dx multi-stylus test accuracy of 3,9 µm (0.00015 in), often referred to as “real-world-accuracy”, mirrors the accuracy expected when using a CMM fitted with an indexing head and tactile probe. Once again the Nikon scanner multi-stylus test mirrors, as closely as possible, the equivalent ISO 10360-5 MPEAL indexing head and tactile probe multi-stylus test, as shown in the diagram to the left. The multi-stylus test determines the level of measurement uncertainty when measuring the location using multiple probe head positions.
The LC15Dx multi-stylus test accuracy of 3,9 µm (0.00015 in), often referred to as “real-world-accuracy”, mirrors the accuracy expected when using a CMM fitted with an indexing head and tactile probe. Once again the Nikon scanner multi-stylus test mirrors, as closely as possible, the equivalent ISO 10360-5 MPEAL indexing head and tactile probe multi-stylus test, as shown in the diagram to the left. The multi-stylus test determines the level of measurement uncertainty when measuring the location using multiple probe head positions.
 Scanning glossy or multi-material surfaces
Scanning glossy or multi-material surfaces
Nikons unique ESP3 technology maintains accuracy, speed and data quality by intelligently adapting the laser settings for each measured point in real-time.
A wider range and mixture of surface materials, finishes, colours and transitions can be measured more efficiently without user interaction, manual tuning and part spraying, including small and fragile parts.
Unwanted reflections from very shiny surfaces are neutralised by an advanced software filter while changes in ambient light are absorbed by a high grade daylight filter.
For the most extreme parts and materials manual laser settings are also available should they be necessary.
 Measurement at the speed of light!
Measurement at the speed of light!
Measuring the entire part or complete features, without compromising on throughput, is not a problem when you can measure 70,000 points at the speed of light every second.
As the LC15Dx passes over the workpiece, a laser line is projected onto the surface. The line contains hundreds of measurement points spaced 0.022mm (0.0008) apart. Triangulation between the laser, workpiece and sensor is used to determine the position of the workpiece in 3D space. The user has full control over the amount of measured data by varying the distance between the laser lines.
Suitable for high precision parts and small geometry
The LC15Dx provides significant benefits for a wide variety of high precision parts and geometry, including small details, semi-rigid parts and the more demanding materials:
| PROCESS | Production - R&D - Reverse Engineering |
|---|---|
| METHOD | Machined - Moulded - Stamped - Cast - Forged |
| MATERIAL | Metal - Plastic - Rubber - Clay - Ceramic - Composites |
| FINISH | Machine - Polished - Plated - Paint - Mixed colors |
| STRUCTURE | Ridged - Soft - Flexible - Fragile |
| FEATURE | Surface - Geometric feature - Profile - Section |
 Precision moulding Measure small, soft and fragile parts
Precision moulding Measure small, soft and fragile parts
 Medical implants Inspect complex freeform geometry
Medical implants Inspect complex freeform geometry
 Turbine blades Laser scanning eliminates probe tip compensation
Turbine blades Laser scanning eliminates probe tip compensation
 Multi-sensor CMM : Combine laser scanning with tactile probing
Multi-sensor CMM : Combine laser scanning with tactile probing
In some cases a single sensor technology is insufficient for measuring all the features.
The LC15Dx can be combined with an optional tactile probe to create a versatile multi-sensor CMM. Depending on the application both technologies can be used independently or together in the same inspection program.
Fully automatic sensor changing is possible with the addition of an optional change and storage rack which is mounted on the table of the CMM.
 Enhance the capability of your current CMM
Enhance the capability of your current CMM
Retrofitting your current CMM with an LC15Dx is a cost-effective solution. The retrofit integrates with the existing CMM controller hardware and compatible probe system to provide a versatile multi-sensor CMM offering both non-contact and touch probe inspection.
LC15Dx retrofit kits are available for the follow CMM controller systems.
- Deva
- LK
- Hexagon Brown & Sharpe
- Mitutoyo
- Hexagon DEA
- Renishaw
- Hexagon Sheffield
- Wenzel
- Zeiss
| Probing error (MPEp)1 | 1.9 µm (0.000075” ) |  |
|---|---|---|
| Ball bar length (MPEE)2 | 4µm +L/350mm (0.00016 +L/13.78“) |
|
| Multi-stylus test (MPEAL)3 | 3.9 µm (0.00015“) | |
| ISO Probing form error4 | 7 µm (0.00027“) | |
| ISO Probing size error all5 | 15 µm (0.000591”) | |
| ISO Probing dispersion value6 | 7,6 µm (0.000299“) | |
| ISO Cone angle7 | 100° | |
| Scanning speed (approx.) | 70,000 points/sec |  |
| Resolution (point spacing) | 22 µm (0.00087“) | |
| Points per line(approx.) | 900 | |
| Measuring temperature range | 18-22°C (64.4-71.6° F) | |
| Operating temperature range | 10-40°C (50-104° F) | |
| Weight | 370 g (0.82 lbs) | |
| Ingress Protection | IP30 | |
| Laser safety | Class 2 | |
| Enhanced Scanner Performance | ESP3 | |
| Daylight filter | Yes | |
| Probe head compatibility | PH10M, PH10MQ, CW43, PHS |
All accuracy specifications valid for a CMM with an accuracy of 2µm + L/350 or better using manufacturer supplied test sphere
1 Nikon Metrology test comparable to EN/ISO 10360-2 MPEP using 1 sigma sphere fit.
2 Nikon Metrology test comparable to EN/ISO 10360-2 MPEE
3 Nikon Metrology test comparable to EN/ISO 10360-5 MPEAL
Accuracy specifications according ISO 10360-8:2013:
4 PForm.Sph.1x25:Tr:ODS,MPE : Maximum probing form error using 25 representative points in translatory scanning mode
5 PSize.Sph.All:Tr:ODS,MPE : Maximum probing size error All using all measured points in translatory scanning mode
6 PForm.Sph.D95%:Tr:ODS,MPL : Maximum probing dispersion value using 95% of the measured points in translatory scanning mode
7 Cone angle : Region of sphere on which the measured points are selected
Related Products
-
 New
NewTMS2400 C Micro.View+ Compact
-
 New
NewNEXIV VMZ-NWL200
-

HANDYSURF+
-

3R-JFIBER Movable tip industri…
-

Inspectis U30S
-
 Hot
HotSMZ25 and SMZ18 Stereo zoom mi…
-
 New
NewV9i Final Inspection (FI)
-
 New
NewV9i Coating Inspection (CI)
-

V810i S2EX
-

V810i S2 XXL
-
V810i S2 XLW
-

V810i S2 XLT
-

V810i S2 XLL
-
 New
NewV810i S3
-

V510i DUO
-
V510i XXL
-
V510i 4.0
-

V510i XLW
-
V510i XL
-

V510i Optimus 3D
-
 New
NewV510i SE
-
 New
NewV510i Optimus 3D (for Advanced…
-

V310i SE
-

V310i XXL
-
V310i XL
-

V310i
-
 New
NewV310i Optimus (for Advanced Pa…
-
 New
NewTR1000Si
-
 New
NewTR3000i
-
 New
NewTH3000i
-
 New
NewVR20 Li
-
 New
NewVR20 i
-
 New
NewVR20i G2
-
 New
NewBottom Carrier Tape Inspection
-
 New
NewTape Seal Inspection
-
 New
NewIn-Pocket Inspection
-
 New
New3D & 5 Sided Inspection
-
 New
NewMark, Lead & Package Inspectio…
-
 New
NewOrientation Inspection
-
 New
NewWi8 i G2 : Wafer Vision Inspec…
-
 New
NewEXCELLENT RELIABILITY AND OUTS…
-
 Hot
HotHIGH DENSITY MODULE TO MAXIMIZ…
-
 Hot
HotENDLESS IMPROVEMENT OF AESTHET…
-
 Hot
HotHIGH DENSITY MODULE TO MAXIMIZ…
-
 New
NewNEXIV VMZ-S3020
-
 Hot
HotEDF/Stitching Express - Softwa…
-
 Hot
HotXT V 130C
-
 Hot
HotXT H 225 | Computed Tomography…
-

MCT225
-

SMZ445 & SMZ460 Stereoscopic Z…
-
 Hot
HotEclipse MA100N
-
Fiber Composite Material Analy…
-
The Extended Porosity/Inclusio…
-
 New
NewTmetric C20 3D camera
-

MAXIMA
-

CMM - CAMIO Software
-
 New
NewNEXIV VMZ-S4540
-
 New
NewNEXIV VMZ-S6555
-
 Hot
HotiNEXIV VMA-2520
-
 Hot
HotiNEXIV VMA-4540
-
 Hot
HotiNEXIV VMA-6555
-
 Hot
HotDigital Sight DS-Fi3
-
 New
NewMountain Map - Software
-
 New
New3D CAD Converter - Software
-
 New
NewMapMeasure Pro - Software
-
 New
NewImageFit QC- Software
-
Custom Fit - Software
-
PolyWorks | Modeler
-
 New
NewPolyWorks | ReportLoop
-

PolyWorks | AR
-
 Hot
HotNIS Software
-

BW-Series
-
 Hot
HotMeasuring Microscope (MM-400)
-
 Hot
HotMeasuring Microscope (MM-800)
-
 Hot
HotE-Max software (DS-Type )
-
 New
NewCustom Create
-

Data Processor (DP-E1A)
-
 New
NewPolyWorks | PMI+Loop
-

PolyWorks | Talisman
-
PolyWorks | DataLoop
-
The Simple Solution for the Vi…
-

V-12B - 12" vertical optical c…
-
 New
NewLaser Scanner ModelMaker H120
-
 Hot
HotExtended Depth of Focus (EDF) …
-
 Hot
HotTMS 2400
-
 Hot
HotPolyWorks | Inspector
-
 Hot
HotTMS 1400
-
 New
NewSURFCOM NEX
-

SURFCOM CREST DX/SD
-

CONTOURECORD 1600G
-
Wall Thickness analysis with V…
-

FM Series
-

FV Series
-
FLV Series
-

FT-ZERO ARS-F SYSTEM
-

FR-1AN
-

FR-X Series
-

LC-200R Series
-

FB-3000LC
-
 New
NewFTC-AS Series
-
 New
NewFTC-ASL Series
-

FTC-B255FS
-

FTC-D150A
-
 New
NewFTM-AX
-

FTM-EVO
-

FTP-1AH
-
 New
NewFTP-AX Series
-
 New
NewFTP-MX Series
-

CUTTING WHEEL
-

HOT MOUNTING COMPOUNDS
-

SILICON CABIDE ABRASIVE PAPERS
-

EZ-DISK and MANETIC BASE FOR S…
-

WATER BASE DIAMOND SLURRIES, M…
-

HIGH PURITY ALUMINA (99.9%) an…
-

POLISHING CLOTHS
-

Photonic Fiber Optics Illumina…
-

Loupe
-
Dial Test Indicators
-

Signal Gauge SC-2A
-

Signal Gauge S-9
-

Signal Gauge S-7
-

Signal Gauge S-5
-

DIGITAL GAUGES -D/DL type
-

DIGITAL GAUGES -PND Type
-

DIGITAL GAUGES -DG type
-

Digital Counters
-

Dial Thickness Gauges
-
Dial Indicators
-
DIAL GAUGE STANDS & MAGNETIC S…
-

CALIPER GUAGE
-

HAYASHI_Korin KDR6142
-

HAYASHI LP-120 + HDR61WJ
-

TESTING STAND_M Series
-

TESTING STAND_K Series
-

TESTING STAND_KS-504H
-

TESTING STAND_KS-501H
-

TESTING STAND_KS-501E
-

PUSH-PULL GAUGES_MPC series
-

PUSH-PULL GAUGES_MPL series
-

PUSH-PULL GAUGES_MPS series
-

PUSH-PULL GAUGES_MP series
-

PUSH-PULL GAUGES_AP series
-

DIGITAL TORUGE CHECKER_DTC SER…
-

DIGITAL TORUGE CHECKER_ADT-C S…
-

DIGITAL FORCE GUAGES - ARFS SE…
-

DIGITAL FORCE GUAGES - ARF SER…
-

Cylinder Gauges
-
 New
NewALTERA C
-
 Hot
HotMicrendo Series
-

V20B - Large capacity vertical…
-
 Hot
HotFlexiVision 100
-
Nominal/Actual Comparison with…
-

SMZ745 & SMZ745T Stereoscopic …
-
 Hot
HotFlexilux Universal Borescope S…
-
 Hot
HotFiberscope Series
-
 Hot
HotEzyScope
-
 Hot
HotMotorized Stepper Stage For In…
-

Quadra-Check Series
-
 Hot
HotMotorised Stepper Stage For Up…
-
 Hot
HotPro Scan lll
-
Large Sample Non Contact Profi…
-
 Hot
HotNon Contact Flatness Measureme…
-
 Hot
HotNon Contact Flatness Measureme…
-

RONDCOM NEX Rs α
-

PolyWorks | Reviewer
-

Laser Scanner XC65Dx-LS
-
 Hot
HotEclipse MA200
-

Laser Scanner LC60Dx
-

Laser Scanner L100
-

Laser Scanner LC15Dx
-
 Hot
HotMCAx S
-
 Hot
HotVGStudioMax Software
-
 New
NewDigital Sight 1000
-
The Free Viewer App for Your 3…
-
Reverse Engineering with VGStu…
-
Coordinate Measurement Module …
-
 New
NewNew X-ray CT system with enhan…
-

XT H 320
-

XT H 450
-
 Hot
HotXT V 160
-
 Hot
HotE-MAX D Type
-
 Hot
HotStereo Microscope (Paralell) S…
-

NEXIV VMZ-K3040
-

NEXIV VMZ-K6555
-
NEXIV VMZ-H3030
-
 Hot
HotALTERA S
-

SMZ-2 Stereoscopic Zoom Micros…
-
 Hot
HotPorosity/Inclusion Analysis wi…
-

SCANTEK5
-
 Hot
HotData processor (DP-E1A)
-

APDIS MV4x0 Laser Radar
-

Digital Sight DS-L4
-
 Hot
HotDigital Sight DS-Ri2
-
 Hot
HotALTERA M
-
 New
NewWELDinspect 4K
-
 New
NewBGA Inspection System
-

Digimicro MF-501
-
 Hot
HotEclipse LV150N
-

Eclipse LV100ND
-

Eclipse LV100N POL
-

Eclipse L200N Series
-

Eclipse L300N Series
-

Digimicro MF-1001
-
 Hot
HotNEXIV AutoMeasure Software
-
 New
NewCMM-Manager for iNEXIV Softwar…
-

DIGITAL FORCE GUAGES - ARF ser…
-
 New
NewNEXIV Remote Control SDK
-

TOUCH50
-

ALTERA SL