






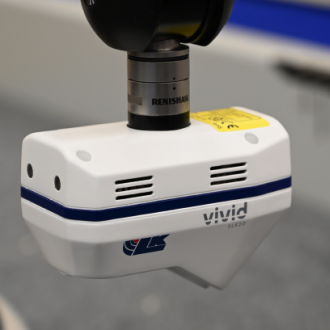
Laser Scanner XC65Dx-LS
XC65Dx-LS - The ultimate scanner for feature inspection and more...

The multi-laser XC65Dx laser scanner captures all 3D details of features, edges, pockets, ribs and freeform surfaces in a single scan. It’s entirely digital 3D digitizing operation boosts scanning frequency and drives smart laser intensity adaptation to scan any surface without user interaction.
Key benefits
- Full 3D capture of complex surfaces and features geometry in a single scan
- Fast and High accuracy feature measurements
- Easy measurement preparation
- Suited for both surface and feature scanning
- Seamless retrofit with most leading CMM brands
Applications
- Sheet metal vehicle body parts
- Driveling casting inspection (engine castings, etc.)
- Plastic molding and blow molding (composite fuel tanks, plastic body parts, etc.)
- Inspection of 2D and complex 3D features
- Gap and flush of door/fender splines
 3D capture of complex surfaces and features
3D capture of complex surfaces and features
Offering patented multi-laser capability, the XC65Dx(-LS) Cross Scanner captures all 3D details of features, edges, pockets, ribs and freeform surfaces in a single scan. Its cross pattern of 3 laser stripes allows it to acquire the full 3D view when scanning parts with more complex surface shapes and/or geometric features.
High scanning productivity
The XC65Dx Cross Scanner sets new productivity standards by introducing wider laser stripes and high-speed CMOS camera technology. Acquiring data at a faster pace makes it possible to drastically increase the velocity of the XC65Dx scanner during inspection. This boosts the number of features that can be scanned in the same time frame, or reduces the inspection cycle time for freeform parts

High accuracy feature measurements
By continuously scanning parts from 3 different viewpoints, the Cross Scanner obtaines a full 3D view of the bore of a hole, or the flanges of a notch. As a result, geometric features can be extracted from the acquired point cloud with higher confidence, increasing the accuracy of feature dimensions obtained through scanning.
Patented multi-stripe laser technology observes part from 3 directions
As the Cross Scanner creates a full 3D view in a single scan, there is no need to take multiple scans of the same feature using different scanner orientations. A full 3D view is also beneficial when scanning parts with more complex surface shapes. Real 3D measurement capability allows the scanner to capture extremely concave surfaces and the cavity of deep pockets. With laser beams being projected from 3 sides, the XC65Dx provides maximum surface coverage, avoiding shadow zones that may occur with a single-line laser scanner.
 Scanning from left side misses a dark zone on right side
Scanning from left side misses a dark zone on right side Scanning from right side misses dark zone on left side
Scanning from right side misses dark zone on left side Cross scanner looks from multiple sides and avoids dark zones
Cross scanner looks from multiple sides and avoids dark zones
Faster feature inspection by eliminating scanner re-orientation
As the Cross Scanner creates a full 3D view in a single scan, there is no need to take multiple scans of the same feature using different scanner orientations. This avoids repeated time-consuming re-orientations of the probe head, saving significant teaching effort and scanning execution time.
 Discrete rotations of a PH10 head when scanning a curved path
Discrete rotations of a PH10 head when scanning a curved path Continuous wrist (with C-axis) follows curve
Continuous wrist (with C-axis) follows curve
 Cross scanner eliminates the need for a C-axis rotation
Cross scanner eliminates the need for a C-axis rotation
Easy macro-based part programming accelerates measurement preparation
Off-line recording the motion of the scanner motion during the inspection cycle speeds up measuring preparation and frees up CMM time. One hour is sufficient to set up and inspect cast driveline parts, whereas detailed tactile inspection programming easily takes more than a day.
 Unique point-per-point laser intensity adaptation
Unique point-per-point laser intensity adaptation
To effectively scan surfaces with varying color or high reflectivity, Nikon Metrology introduces third-generation Enhanced Sensor Performance (ESP3). The proprietary technology not only provides automatic real-time adjustment of sensor settings between successive laser stripes, but also for each individual point of the laser stripe.
Non-contact laser scanning is ideal for measuring flexible or fragile parts
Benefit from the unique ability of laser scanners to measure soft and fragile surfaces, which cannot be measured using tactile inspection. By scanning fragile components, components cannot get scratched or damaged any other way.
 XC65Dx(-LS) longer stand-off scanner variant
XC65Dx(-LS) longer stand-off scanner variant
The XC65Dx-LS scanner variant with a longer stand-off distance offers distinct advantages. By capturing geometry up to a distance of 170mm (7.1”), the scanner gains optimum access to cavity surfaces of body-in-white structures or scan over the clamps that hold components in position. For these reasons, the XC65Dx-LS scanner is used a lot on horizontal-arm CMMs used in the automotive industry.
 Compatible with Renishaw indexing heads and change racks
Compatible with Renishaw indexing heads and change racks
The XC65Dx(-LS) scanners are compatible with common Renishaw indexing heads. The scanners also fit in the ACR racks and can be used in combination with tactile probes for e.g. alignment of the part. By docking a scanner in an dedicated ARC3 rack, zero warm-up time is obtained resulting in maximum productivity.
Seamless retrofit with most leading CMM brands
Nikon Metrology XC65D-LS scanners can be retrofitted on a wide range of CMM brands to boost inspection productivity of existing CMM installations.
| XC65Dx | XC65Dx-LS | |
|---|---|---|
| Probing error(MPEp)1 | 12 µm (0.00047") | 15 μm (0.00060") |
| Ball bar length (MPEE)2 | 4+L/350(µm) (0.00016+L/350) (") |
4+L/350(µm) (0.00016+L/350) (") |
| Multi-stylus test (MPEal)3 | 9 μm (0.00035”) | 9 μm (0.00035”) |
| ISO Probing form error4 | 25 µm (0.00098”) | 35 µm (0.00138”) |
| ISO Probing size error all5 | 45 µm (0.00177”) | 80 µm (0.00315”) |
| ISO Probing dispersion value6 | 48 µm (0.00189”) | 60 µm (0.00236”) |
| ISO Cone angle7 | 115° | 125° |
| Scanning speed | Cross Scanner mode: 3 x 25,000 pts/s Line scanner mode: 1 x 75,000 pts/s 75 lines/s |
Cross Scanner mode: 3 x 25,000 pts/s Line scanner mode: 1 x 75,000 pts/s 75 lines/s |
| Width of view | 3x65 mm (3x2.56”) | 3x65 mm (3x2.56”) |
| Depth of view | 3x65 mm (3x2.56”) | 3x65 mm (3x2.56”) |
| Stand-off distance (approx.) | 75 mm (2.95”) | 170 mm (6.69”) |
| Dimensions | 155x86x142 mm (6.1x3.4x5.6”) | 155x86x142 mm (6.1x3.4x5.6”) |
| Weight (approx.) | 440 g (0.97 lbs) | 480 g (1.06 lbs) |
| Enhanced Scanner Performance | ESP3 | ESP3 |
| Laser safety | Class 2 | Class 2 |
| Probe head compatibility | PH10M, PH10MQ, CW43, PHS | PH10M, PH10MQ, CW43, PHS |
All accuracy specifications valid for a CMM with an accuracy of 2µm + L/350 or better using manufacturer supplied test sphere
1Nikon Metrology test comparable to EN/ISO 10360-2 MPEP using 1 sigma sphere fit.
2Nikon Metrology test comparable to EN/ISO 10360-2 MPEE
3Nikon Metrology test comparable to EN/ISO 10360-5 MPEAL
Accuracy specifications according ISO 10360-8:2013:
4PForm.Sph.1x25:Tr:ODS,MPE : Maximum probing form error using 25 representative points in translatory scanning mode
5PSize.Sph.All:Tr:ODS,MPE : Maximum probing size error All using all measured points in translatory scanning mode
6PForm.Sph.D95%:Tr:ODS,MPL : Maximum probing dispersion value using 95% of the measured points in translatory scanning mode
7Cone angle : Region of sphere on which the measured points are selected
Related Products
-
 New
NewH120 – High-Resolution Handhel…
-
 New
NewSLK25 Laser Scanner – High Acc…
-
 New
NewXC65Dx – Cross Laser Scanner f…
-
 New
NewLC15Dx – The Highest-Accuracy …
-
 New
NewL100NX CMM Laser Scanner
-
 New
NewDigital Sight DS-100
-
 New
NewFM-LXR
-
 New
NewOPT SmartFlash-3020
-
 New
NewDigital Microscope Inspectis U…
-
 New
NewViTrox Smart Code Reader (XS S…
-
 New
NewViTrox Smart Camera (XC Series…
-
 New
NewV510i DST
-
 New
NewV510i ST
-
 New
NewPX730i : Die Sorting & Vision …
-
 New
NewWiX AI: Wafer Vision Inspectio…
-
 New
NewV510i AOI for Advanced Packagi…
-
 New
NewECLIPSE LV100N POL LED
-
 New
NewLV100NDA LED
-
 New
NewLV100ND LED
-
 Hot
HotMD830M-C Digital Camera
-
 New
NewMD830-C Digital Camera
-
 New
NewMC2000 Digital Camera
-
 New
NewMC500 Digital Camera
-
 New
NewJX 2000 All-in-one Microscope …
-
 New
NewDigital Sight DS-50M
-
 New
NewDigital Sight DS-10
-
 New
NewNew Evolution of Conformal Coa…
-
 New
NewTMS2400 C Micro.View+ Compact
-
 New
NewNEXIV VMZ-NWL200
-

HANDYSURF+
-

3R-JFIBER Movable tip industri…
-

Inspectis U30S
-
 Hot
HotSMZ25 and SMZ18 Stereo zoom mi…
-
 New
NewV9i Final Inspection (FI)
-
 New
NewV9i Coating Inspection (CI)
-

V810i S2EX
-

V810i S2 XXL
-
V810i S2 XLW
-

V810i S2 XLT
-

V810i S2 XLL
-
 New
NewV810i S3
-

V510i DUO
-
V510i XXL
-
V510i 4.0
-

V510i XLW
-
V510i XL
-

V510i Optimus 3D
-
 New
NewV510i SE
-
 New
NewV510i Optimus 3D (for Advanced…
-

V310i SE
-

V310i XXL
-
V310i XL
-

V310i
-
 New
NewV310i Optimus (for Advanced Pa…
-
 New
NewTR1000Si
-
 New
NewTR3000i
-
 New
NewTH3000i
-
 New
NewVR20 Li
-
 New
NewVR20 i
-
 New
NewVR20i G2
-
 New
NewBottom Carrier Tape Inspection
-
 New
NewTape Seal Inspection
-
 New
NewIn-Pocket Inspection
-
 New
New3D & 5 Sided Inspection
-
 New
NewMark, Lead & Package Inspectio…
-
 New
NewOrientation Inspection
-
 Hot
HotNEXIV VMZ-S3020
-
 Hot
HotEDF/Stitching Express - Softwa…
-
 Hot
HotXT V 130C
-
 Hot
HotXT H 225 | Computed Tomography…
-

MCT225
-

SMZ445 & SMZ460 Stereoscopic Z…
-
 Hot
HotEclipse MA100N
-
Fiber Composite Material Analy…
-
The Extended Porosity/Inclusio…
-
 New
NewTmetric C20 3D camera
-

MAXIMA
-

CMM - CAMIO Software
-
 Hot
HotNEXIV VMZ-S4540
-
 Hot
HotNEXIV VMZ-S6555
-
 Hot
HotiNEXIV VMA-2520
-
 Hot
HotiNEXIV VMA-4540
-
 Hot
HotiNEXIV VMA-6555
-
 New
NewMountain Map - Software
-
 New
New3D CAD Converter - Software
-
 New
NewMapMeasure Pro - Software
-
 New
NewImageFit QC- Software
-
Custom Fit - Software
-
PolyWorks | Modeler
-
 New
NewPolyWorks | ReportLoop
-

PolyWorks | AR
-
 Hot
HotNIS Software
-

BW-Series
-
 Hot
HotMeasuring Microscope (MM-400)
-
 Hot
HotMeasuring Microscope (MM-800)
-
 Hot
HotE-Max software (DS-Type )
-
 New
NewCustom Create
-

Data Processor (DP-E1A)
-
 New
NewPolyWorks | PMI+Loop
-

PolyWorks | Talisman
-
PolyWorks | DataLoop
-
The Simple Solution for the Vi…
-

V-12B - 12" vertical optical c…
-
 New
NewLaser Scanner ModelMaker H120
-
 Hot
HotExtended Depth of Focus (EDF) …
-
 Hot
HotTMS 2400
-
 Hot
HotPolyWorks | Inspector
-
 Hot
HotTMS 1400
-
 New
NewSURFCOM NEX
-

SURFCOM CREST DX/SD
-

CONTOURECORD 1600G
-
Wall Thickness analysis with V…
-

FM Series
-

FV Series
-
FLV Series
-

FT-ZERO ARS-F SYSTEM
-
 New
NewFR-XA
-

FR-X Series
-

LC-200R Series
-

FB-3000LC
-
 New
NewFTC-AS Series
-
 New
NewFTC-ASL Series
-

FTC-B255FS
-

FTC-D150A
-
 New
NewFTM-AX
-

FTM-EVO
-

FTP-1AH
-
 New
NewFTP-AX Series
-
 New
NewFTP-MX Series
-

CUTTING WHEEL
-

HOT MOUNTING COMPOUNDS
-

SILICON CABIDE ABRASIVE PAPERS
-

EZ-DISK and MANETIC BASE FOR S…
-

WATER BASE DIAMOND SLURRIES, M…
-

HIGH PURITY ALUMINA (99.9%) an…
-

POLISHING CLOTHS
-

Photonic Fiber Optics Illumina…
-

Loupe
-
Dial Test Indicators
-

Signal Gauge SC-2A
-

Signal Gauge S-9
-

Signal Gauge S-7
-

Signal Gauge S-5
-

DIGITAL GAUGES -D/DL type
-

DIGITAL GAUGES -PND Type
-

DIGITAL GAUGES -DG type
-

Digital Counters
-

Dial Thickness Gauges
-
Dial Indicators
-
DIAL GAUGE STANDS & MAGNETIC S…
-

CALIPER GUAGE
-

HAYASHI_Korin KDR6142
-

HAYASHI LP-120 + HDR61WJ
-

TESTING STAND_M Series
-

TESTING STAND_K Series
-

TESTING STAND_KS-504H
-

TESTING STAND_KS-501H
-

TESTING STAND_KS-501E
-

PUSH-PULL GAUGES_MPC series
-

PUSH-PULL GAUGES_MPL series
-

PUSH-PULL GAUGES_MPS series
-

PUSH-PULL GAUGES_MP series
-

PUSH-PULL GAUGES_AP series
-

DIGITAL TORUGE CHECKER_DTC SER…
-

DIGITAL TORUGE CHECKER_ADT-C S…
-

DIGITAL FORCE GUAGES - ARFS SE…
-

DIGITAL FORCE GUAGES - ARF SER…
-

Cylinder Gauges
-
 New
NewALTERA C
-
 Hot
HotMicrendo Series
-

V20B - Large capacity vertical…
-
 Hot
HotFlexiVision 100
-
Nominal/Actual Comparison with…
-

SMZ745 & SMZ745T Stereoscopic …
-
 Hot
HotFlexilux Universal Borescope S…
-
 Hot
HotFiberscope Series
-
 Hot
HotEzyScope
-
 Hot
HotMotorized Stepper Stage For In…
-

Quadra-Check Series
-
 Hot
HotMotorised Stepper Stage For Up…
-
 Hot
HotPro Scan lll
-
Large Sample Non Contact Profi…
-
 Hot
HotNon Contact Flatness Measureme…
-
 Hot
HotNon Contact Flatness Measureme…
-

RONDCOM NEX Rs α
-

PolyWorks | Reviewer
-

Laser Scanner XC65Dx-LS
-
 Hot
HotEclipse MA200
-

Laser Scanner LC60Dx
-

Laser Scanner L100
-

Laser Scanner LC15Dx
-
 Hot
HotMCAx S
-
 Hot
HotVGStudioMax Software
-
 New
NewDigital Sight 1000
-
The Free Viewer App for Your 3…
-
Reverse Engineering with VGStu…
-
Coordinate Measurement Module …
-
 New
NewNew X-ray CT system with enhan…
-
 Hot
HotXT V 160
-
 Hot
HotE-MAX D Type
-
 Hot
HotStereo Microscope (Paralell) S…
-
 New
NewNEXIV VMF-K6555
-
NEXIV VMZ-H3030
-
 Hot
HotALTERA S
-

SMZ-2 Stereoscopic Zoom Micros…
-
 Hot
HotPorosity/Inclusion Analysis wi…
-

SCANTEK5
-
 Hot
HotData processor (DP-E1A)
-

APDIS MV4x0 Laser Radar
-
 Hot
HotALTERA M
-
 New
NewWELDinspect 4K
-
 New
NewBGA Inspection System
-

Digimicro MF-501
-
 Hot
HotEclipse LV150N
-

Eclipse LV100ND
-

Eclipse LV100N POL
-

Eclipse L200N Series
-

Eclipse L300N Series
-

Digimicro MF-1001
-
 Hot
HotNEXIV AutoMeasure Software
-
 New
NewCMM-Manager for iNEXIV Softwar…
-

DIGITAL FORCE GUAGES - ARF ser…
-
 New
NewNEXIV Remote Control SDK
-

TOUCH50
-

ALTERA SL
-
 New
NewNEXIV VMF-K3020